
LASERTEC 65 DED hybrid
复合完整加工: 一台机床进行增材制造与铣削加工
X 轴的最大行程
29 in.
735 mm
Y 轴的最大行程
26 in.
650 mm
Z 轴的最大行程
22 in.
560 mm
最大激光功率
3,000 W
3,000 W
工件最大重量
1,323 lbs.
600 kg
亮点

灵活结合增材制造与铣削加工,生产成品质量的3D工件
- 用换刀系统全自动地交换激光头 - 无需人工操作
- 由同轴喷嘴进行5轴激光堆焊,均匀地分配粉料,与激光堆焊方向无关
- 高刚性monoBLOCK结构的完整5轴铣削加工中心,占地面积< 12 m²
AM Assistant,用于实现最佳工艺可靠性和全面可追溯性
- 集成热成像摄像头,用于观察整个工作区域、自适应工艺控制和持续监控工作距离
- 粉末进给速率传感器以及自动粉末校准。
- AM Evaluator,用于以数字3D模型和按时间顺序显示相关工艺数据(例如熔池大小、粉末质量流量)
Siemens NX: 全面融合的CAD / CAM– 增材与减材加工的编程模块
- 一套软件满足完整工艺链要求(设计、增材制造、减材加工、精加工)
- 独有的LASERTEC堆焊技术 - 全集成的CAD / CAM软件,包括避免碰撞的机床和运动的3D仿真
- 全面集成PLM软件,缩短上市时间
全新的产品设计潜力
- 在加工中心中进行5轴控制的激光堆焊将能生产全新产品
- 由于可交替进行堆焊与切削加工,因此可成形全新的几何特征
- 全新的材质组合(例如铜+ Inconel),更高工件性能
- 创新和更好冷却效果的内冷道工件

应用举例
数控系统和软件

CELOS
将DMG MORI机床和车间数字化:
- CELOS机床:基于APP应用程序的用户界面,提供有关生产的全面信息
CELOS生产:27款CELOS APP应用程序,有效准备和处理任务单
- 数字化工厂:连续的数字化工作流程,从生产计划到生产和服务
AM评估器

- 将相关过程数据可视化(例如:熔池尺寸、粉流量)为带时间轴的数字3D模型
- 详细分析过程数据
- 用于质量管理的过程比较
- 创建部件报告
亮点
客户获益
- 过程开发被简化
- 支持质量控制
- 可以进行个别分析及准备过程相关数据
- 在AM分析器产品包内部轻松进行软件改造(现有软件仍可用)

左:使用 3D 数字模型对过程数据进行详细分析 / 右:过程相关数据概览及不同数据组比较
齿轮质量

- 使用激光扫描仪进行非接触测量
- 根据通用标准模拟三坐标测量机进行齿轮测量和评估
- 快速测量根据激光源的不同,最大测量速度可达 70,000 点/秒,最高可达 200,000 点/秒
亮点
客户获益
- 技术和测量系统的集成消除了不必要的组件处理
- 齿轮测量灵活性高,减少工艺启动时的反应时间
- 可测量轮齿和扫描自由曲面
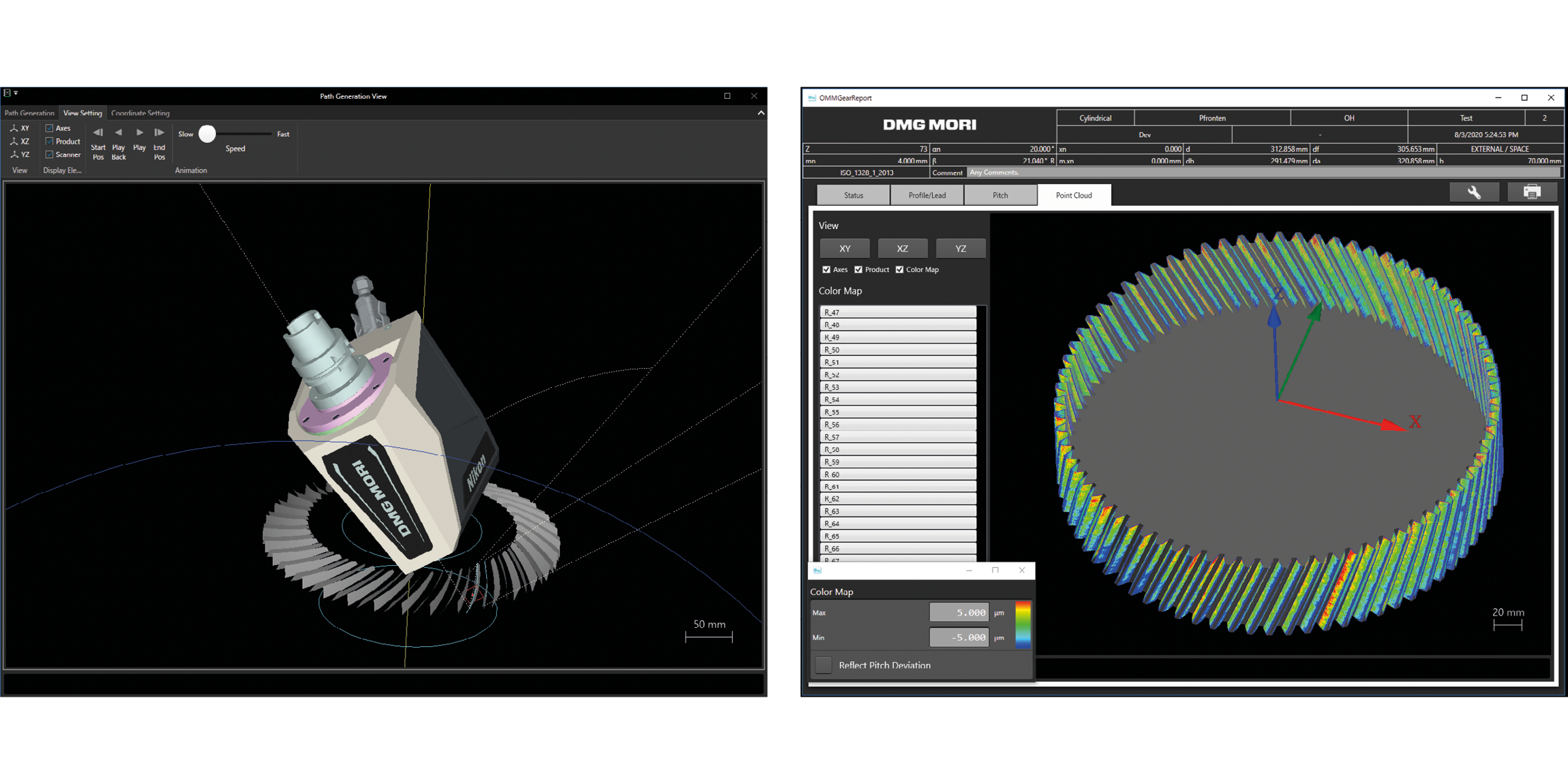
左:模拟生成的测量程序 / 右:带彩色编码结果显示的评估掩模
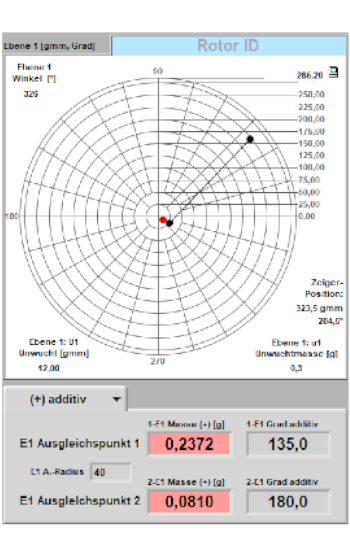
机内刀具平衡

- 在机床中平衡刀具,以满足高表面要求和保护机床
- 检查主轴的平衡质量
- 平衡质量可达 0.3 g/mm
亮点
客户获益
User Interface
- 夹紧状态下整个系统的平衡使表面更好
- 加工条件下的刀具平衡(加工位置 - 垂直/水平,带/不带内部冷却装置,速度)
- 无需外部平衡装置,经济实惠

左: 在机器外平衡后的测量结果 - 3 [g] / 右: 在机器内平衡后的测量结果 - 0.3 [g].
多刀

- 在车/铣复合中心上高效使用一个以上切削刃的多刀尖车刀
- 一个主刀座提供多个“姊妹刀”
亮点
客户获益
- 缩短换刀时间
- 节省刀库位置

DMG MORI gearMILL

- 高生产力的完整加工
- 用标准机床和标准刀具经济地加工齿轮
- 灵活通用,适用于多种齿轮几何
- 机内质量检测
亮点
客户获益
- 根据毛坯图和齿轮数据编程
- 优化工件方向,例如热处理后
- 三坐标测量设备(Klingenberg,Leitz,Zeiss)接口

链接:正齿轮几何计算的齿轮参数输入。/ Rechts : Grafische Betrachtung des Abwälzverfahrens.
偏心车削和铣削

- 车削运动与附加的X轴和Y轴叠加
- 适用于车削与铣削加工
亮点
客户获益
- 轻松加工偏心几何
- 进给轴在后台准确联动和同步

左: 输入工件外部区域位置的参数。/ 右:工件内部位置的图形表示。
插补车削 2.0 – 车削凹槽循环

- 插补车削时,刀具沿圆弧运动,同时刀具始终朝向圆心位置
- 适用于外圆和内圆加工
- 由循环控制同步和刀具路径
- 新:在 2.0 版中可实现复杂的车削轮廓(目前仅适用于 DMU 50,其他机床类型将陆续推出)
亮点
客户获益
- 轻松加工密封面,其位置难以在铣削加工中接近
- 一次装夹完成工件的全部加工
- 降低刀具成本


MPC 2.0 – Machine Protection Control

- 加工过程中的振动监测
- 碰撞时快速关机
- 即使在摆动位置,也可以手动退刀
- 新:扭矩监测
- 新:推荐用于CTX TC系列车削中心的保护套件
亮点
客户获益

MPC 图形:当前和示教过程值。 / MPC 诊断:轴承状况、撞击次数。
- 避免刀具破损
- 更高机床可用性
- 减少故障
角度工具

- 角度头的可变对齐方式使结构件加工具有最高的灵活性
- 自动 CAD / CAM 编程
- 自动计算 TCP 并与现有控制功能相结合
亮点
客户获益
- 加工工件上无法加工的位置。
- 由于更换刀具次数减少,节省了非生产时间
- 使用更少刀具,节省更多成本

左:钻孔操作中 KSS 驱动的刀具 / 右:用于可变角度设置的参数掩码
L形测头套件

- 测量工件上的腹板和凹槽
- 测量难以接近位置的直径
- 可手动和可伸缩,校准单元套件包括
- 适用于客户特别设计的L形测头
亮点
客户获益
- 灵活通用的应用
- 机内测量

左 : 半自动测量解决方案。/ 右 : 自动测量解决方案。
高效生产套件

- 安全工艺解决方案和高效使用重要加工步骤解决方案
- 应用:刀柄清洁、刀具数据监测、安全退刀运动、攻丝、深孔钻、外螺纹和螺栓铣削、内螺纹和圆弧铣削、反向锪孔循环
- 针对车削、深钻孔、型腔铣的12种加工策略
亮点
客户获益
- 根据各个应用,优化运行时间
- 程序中断后,安全退刀
- 刀具数据监测

左 : 万能循环铣削的输入掩模。/ 右 : 攻丝循环的输入掩码
变速

- 操作简单,只需三个参数,无需附加传感器
- 调节速度,避免振动
- 主轴和副主轴应用,或带Direct Drive FD工作台的铣削加工中心应用
亮点
客户获益

输入设定点、差速和旋转频率参数。
- 无需操作人员手动干预
- 所有工件完全一致的重复精度
- 避免振动,提高特殊应用的工艺安全性。例如,使用细长钻头时或使用敏感夹具铣削工件时
维护包 i4.0

- 自动识别刀具夹紧力,实现极佳的过程稳定性
- 自动润滑循环预设,每 75 小时或 20,000 换刀后
- 检测气动系统的泄漏并测量其使用量
亮点
客户获益
- 无需操作人员介入,润滑省时高效
- 通过显示润滑循环和当前夹持力实现高透明性。
- 数据采集结合可选配的 Condition Analyzer,以对空气消耗和夹持力变化进行分析

气动系统泄漏识别和测量磨损度。

简单查询监控参数和当前拉力。
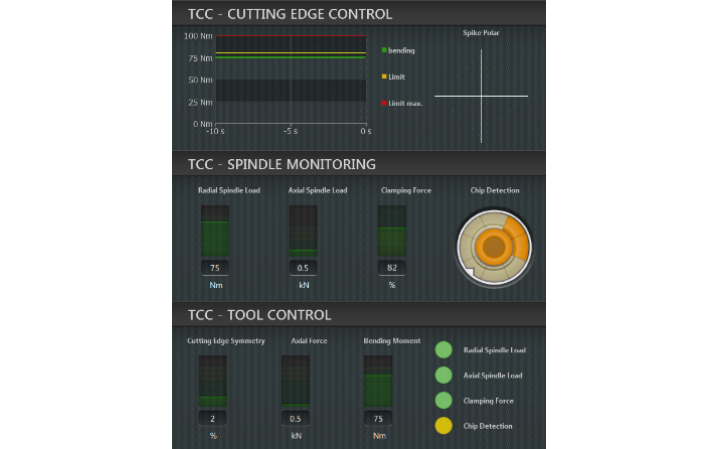
TCC – 刀具控制中心

- 平面和锥形支撑面上的夹紧识别
- 监测夹持力
- 通过对每个切割边的弯矩进行对称监测,以在过程中控制刀刃
- 通过时间图表对弯矩进行可视化
亮点
客户获益
- 保护刀具和工件
- 优化刀具使用
- 根据当前的夹持力,监测径向和轴向的主轴负荷

左:新;中:磨损;右:刀刃折断
磨削

车削
- 车削、铣削和磨削一次装夹完成
- 内磨、外磨和端面磨的磨削循环以及修整循环n
- 用于启动和修整的体载声音传感器
- 完全集成测量模块,用于相对和绝对现场测量 - 与主时间并行
铣削
- 集成磨削技术,提高表面质量
- 内圆、外圆和平面磨削以及修磨循环
- 为启动和进行修磨操作的机内声音传感器
- 1,300 l冷却系统,带离心过滤器,过滤> 10 μm的颗粒物
- 选配AKZ喷嘴单元,以更好地冲洗磨削空隙
亮点
车削客户获益

- 扩大CTX TC系列机床的技术范围
- 表面质量 <0.4 μm
- 圆度 < 5 μm
- 用于 ø > 30 毫米的质量 IT5

左 : 外圆、内圆和圆弧磨削。使用直磨盘、角磨盘或杯形磨盘进行磨削。/ 右:直磨片、角磨片或杯磨片修整图。
铣削客户获益

- 表面质量 <0.4 μm
- 圆度 < 5 μm
- 5级质量,Ø <120 mm
- 4级质量,Ø> 120 mm

左:螺旋平面磨削或折线平面磨削。/ 右:纵向磨削 纵向磨削。
VCS Complete

- 一键校正机床空间几何精度
- 检测和补偿所有轴的几何、定位和角度误差
- 客户可直接在机床上轻松操作和实施
亮点
客户获益
- 在机器的整个生命周期内定期对机器的几何形状进行补偿
- 对话式操作,方便快捷
- 记录数据以便进一步分析
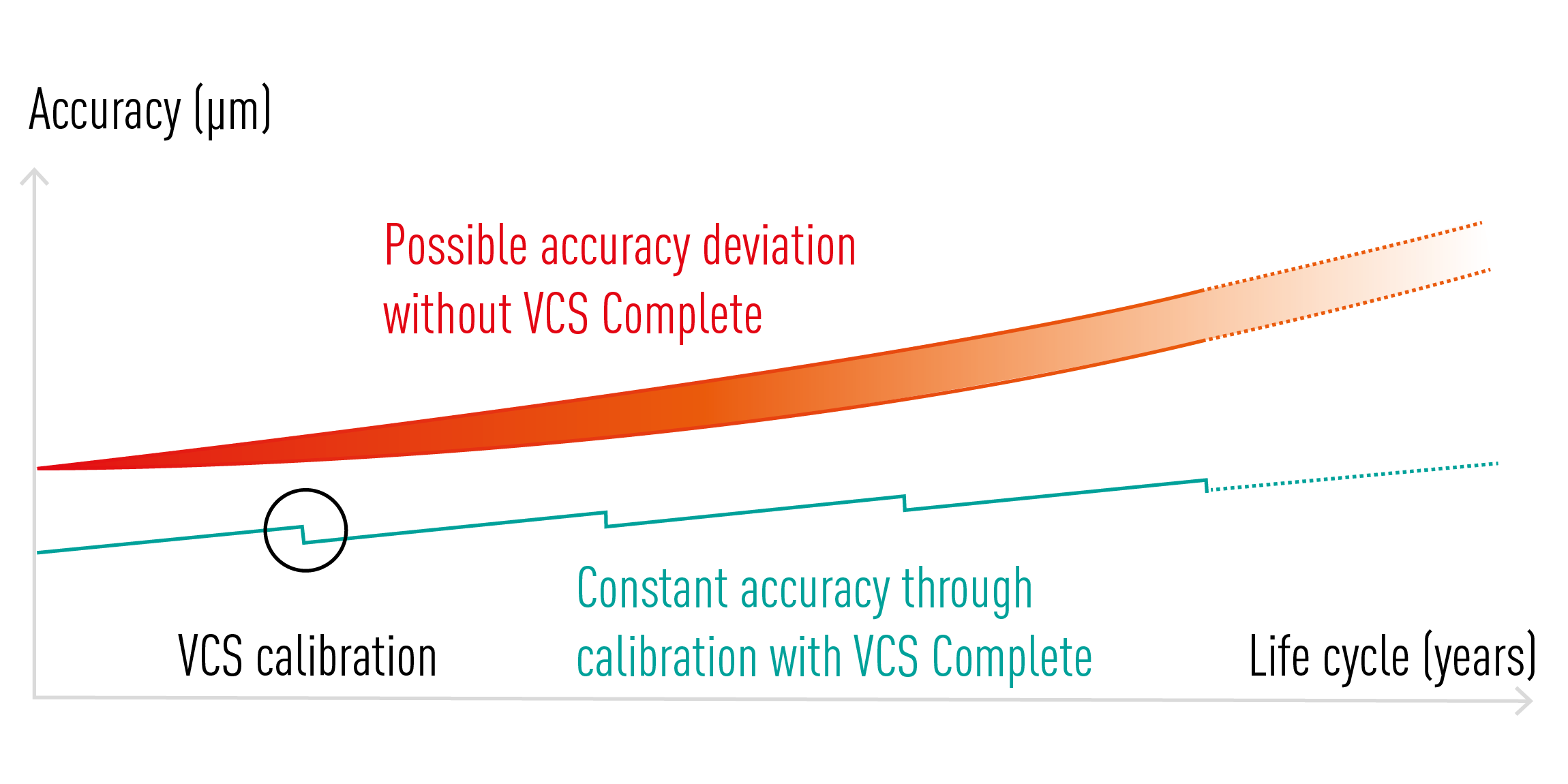
不使用 VCS-Complete 时可能出现的精度偏差。
倾斜测量循环

- 倾斜刀具轴测量
- 对话引导下的测量循环编程
- 用旋转轴定位测量点
亮点
客户获益
- 提高部件精度
- 减少设置时间
- 通过倾斜工具轴实现无碰撞测量
- 测量结果的进一步处理

左 : 1. 周长测量 2. 对中面 3. 对中孔 / 右 : 对话框引导编程
gearSKIVING 2.0

- 外直齿和外斜齿或内直齿和花键
- 在车/铣复合加工中心上加工偏移轮齿的人字齿
- 数学变换第6虚拟轴,加工球形齿
亮点
客户获益
- 无需角度铣头加工内齿
- 缩短加工时间,比插齿速度快10倍
- 由循环控制同步和刀具路径

左 : 内齿轮齿廓加工 / 右 : 外齿轮轮廓加工。
3D quickSET

车削
- 测量和修正回转摆动轴(C4,C3,B)位置
- 悬垂补偿
- 可与客户的标准测头(推荐Renishaw,Blum)一起使用
铣削
- 检查和修正运动特性精度的工具包 4 轴和 5 轴机床的精度
- 所有类型的铣头和工作台轴
亮点
车削客户获益
- 高精度加工前,可靠地重新校准机床
- 持续记录机床精度
- 避免未知的几何偏差导致废品

对话引导测量 B 轴和 C 轴。
铣削客户获益

- 机床的定期校准和全面记录
- 自动调节的高运动特性精度

Define kinematics head
Application Tuning Cycle

- 根据工作台负载,基于工艺调整进给速率 n
- 最大限度缩短加工时间和提升工件质量
- 新:现在也可用于 CTX TC。理想的加工效果,最高的机床动态性能*
*无需考虑进给重量
亮点
客户获益
- 操作简单
- 缩短粗加工时间
- 精加工中达到高表面质量
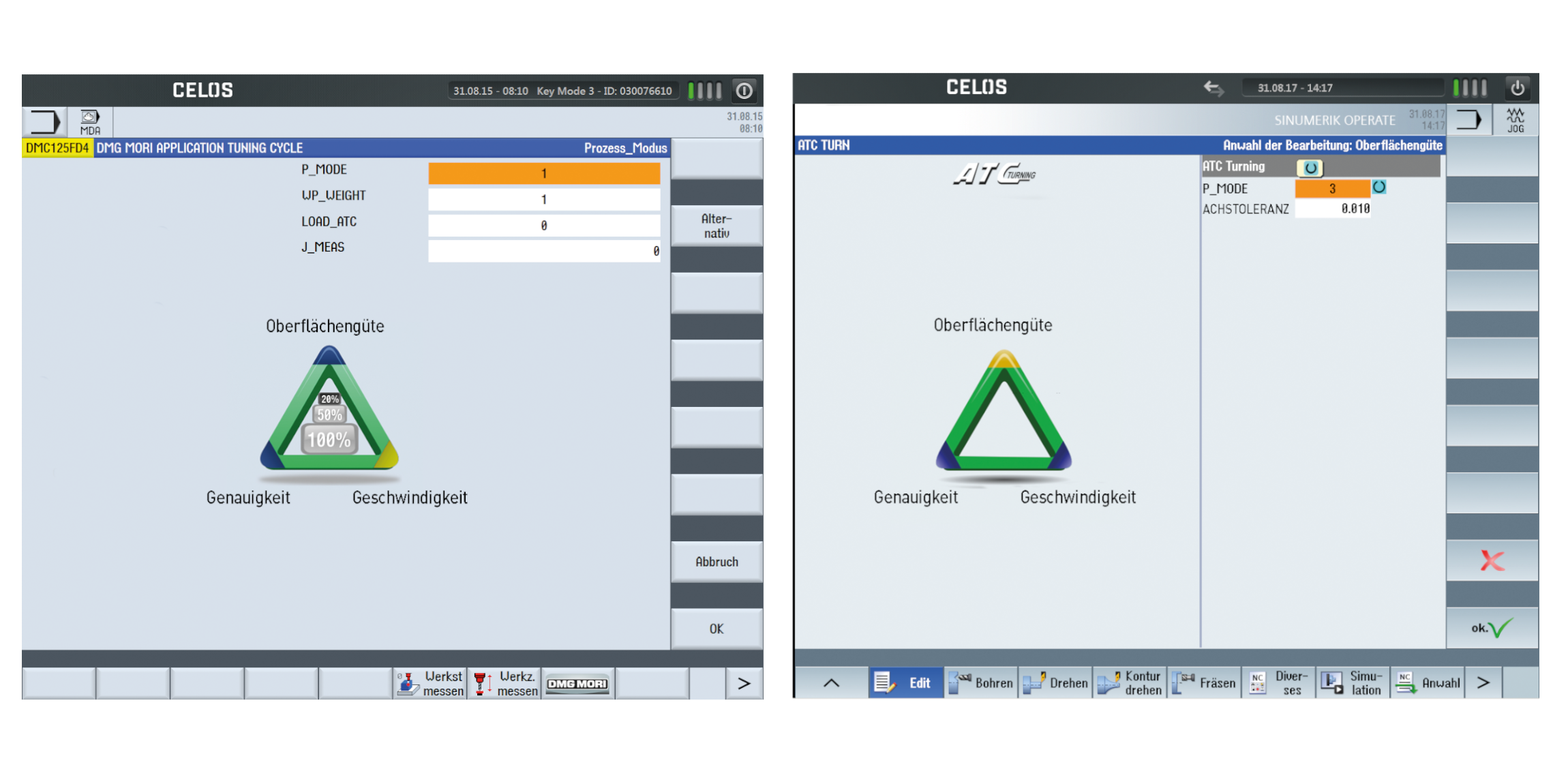
左:ATC 2.0 - 铣削: 考虑工作台载荷。/ 右 : ATC - 车削:用于 CTX TC,便于调整机床动态。
技术参数
技术数据
最大激光功率
3,000 W
3,000 W
工件
工件最大重量
1,323 lbs.
600 kg
加工区
X 轴的最大行程
29 in.
735 mm
Y 轴的最大行程
26 in.
650 mm
Z 轴的最大行程
22 in.
560 mm